1.基本概述
深孔钻削是指孔深和孔径比大的孔加工,正常钻削技术所生产的孔,其孔深极少超过5倍直径,而在深孔钻削中,此比例可高达150﹕1,并且,任何孔深大于5倍直径都应称为深孔。钻削的基本原则:应用和纠正切削速度与进给的选择,切削良好的断屑和排屑性能,同时不损坏刀具和工件。对于孔深孔径比大于5的深孔,必须保证一钻到底,不能中途退出,切削液能顺利地流进钻头的切削刃处,并能保证顺利排屑。深孔钻削加工钻头进入工件时,是在半封闭条件下工作,因此受到较多限制:不能直接观察到刀具切削情况;切削热不易传散,必须采用强制有效的冷却方式;排屑困难;钻杆需要足够的刚性。爱游戏(ayx)中国官方网站注意问题:切屑处理问题,冷却润滑,合理导向。
枪钻(见图1)的钻柄是空的,由内外部供应的切削液流经钻头内输送管,并强行流经切削头内的孔。钻柄外侧有一个沿着长度方向的V形槽,切削液携带切屑通过此V形槽,并经过钻头外侧,最终切屑从孔中排出。枪钻可应用于普通加工中心,但是需要高压力的切削液。
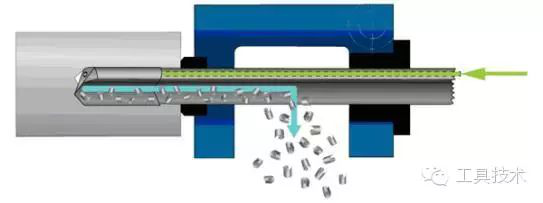
图1 枪钻系统示意图
图1 枪钻系统示意图
2.任务来源
某壳体零件(见图2)有两个直径4mm、1个直径5mm且深度都超过700mm的深孔。普通设备无法加工,必需使用专用的爱游戏(ayx)中国官方网站设备。这就要用到深孔专用加工设备——数控深孔钻床。数控深孔钻机床是专门用于爱游戏(ayx)中国官方网站的数控设备,加工的孔径小、深度大,孔径与孔深比达到1﹕100,一般的数控设备无法完成。
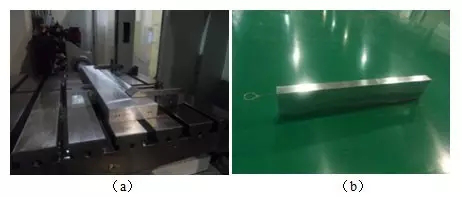
图2 深孔零件
数控深孔钻机床(见图3)是专门用于爱游戏(ayx)中国官方网站的数控设备,加工的孔径小、深度深,径深比达到近1﹕100,一般的数控加工设备无法完成。数控深孔钻工作原理是采用不对称切削加工,不需用传统的中心钻来完成定位要求。

图3 数控深孔钻
3.解决方案
数控深孔钻床使用(见图4),经过反复试验,1个爱游戏(ayx)中国官方网站动作宜采用“三级加工法”:定位钻削、导向钻削及正常钻削,称为“三级钻孔技术”。三级钻孔需要根据不同的钻孔深度采用不同的切削速度,目前机床自带的数控钻孔指令只能完成1个钻孔深度和1个切削速度,如何使用常用的钻孔指令来实现三级钻孔可分两种方法:①手动干预:根据不同的钻孔深度,人为的手动来进行调节切削速度。②重复进给:对同一个孔分别进行编制3个钻孔程序,指令不同的钻孔深度和切削速度,进行重复操作。

图 4
图 4
4.改进方法
对于上述两种方法的弊端,通过查阅机床说明书,使用“头脑风暴法”,提出各种解决方案。最终采纳开发一个三级阶梯钻削指令方案。分别赋予三级深度与三种不同速度,通过参数化、智能化及人性化设计,省去手动干预的繁琐与重复进给所浪费的时间。
